Contact Me
Let's have a  together and answer your questions. together and answer your questions.
Other ways to Support My Work
Subscribe to Insight-Live.com. It is about DIY testing and development, not letting information slip away. Help Me on Social

Login to your online account
Chemistry plus physics.
Maintain your recipes, test results, firing schedules, pictures, materials, projects, etc.
Access your data from any connected device. Import desktop Insight data (and of other products).
Group accounts for industry and education. Private accounts for potters.
Get started.

Download for Mac, PC, Linux
Interactive glaze chemistry for the desktop. Free (no longer in development but still maintained, M1 Mac version now available).
Download here or in the Files panel within your Insight-live.com account.
What people have said about Digitalfire- My pleasure -- your database is a wonderful set of reference info, and if I can help make it even more accurate and/or complete, I'm happy to do so.
- Just wanted to tell you I just found your site and find it extremely useful. Got it
bookmarked and will be referring to it frequently. Great job! Thank you!
- This article is just what I have been looking for, actually for years. I am going to experiment making my shiny clear glaze matte. I do not have an MFA and have not really ever studied glaze calculation and yet I understand this article and know where to start. Thank you!!!
- I have visited your site many times. We have the largest department in new england at the moment. I invited students to visit the school library to access your site directly for all its wisdom! You do far more good than you realize, fellow mud-diver.
- I feel your information about majolica and glaze adaptation is the best I've seen anywhere and I do understand I need to do the testing and find what works for my situation.
- I'm trying to access a great article on deflocculation. I have formulated so many casting slips over the years with the help of what I learned in that article and on this site.
- Ceramicmaterials.info is a fantastic resource!
- if I am unable to find an answer, I can most always depend on this site !!!!! I appreciate your efforts greatly.
- I found your site while looking up cone 10 glazes on google. I must say, it has been of significant help to me as i recently set up a workshop and am preparing to produce some pottery after 30 yrs. in the construction industry as a superintendent. Thanks for what you've done here...!
- However I do believe you have the most comprehensive information anywhere in the world, and I would not hesitate to contact you for any information I required for Ceramic Glaze. I will also refer my associates to you if ever they require assistance.
What people have said about Insight-Live- On a small aside. I want to thank you for all the work you have done over the years, firstly to inspire people like myself to see the technical side of ceramics as such a beautiful side of the art and not just a finished result that was lucky. And on that note with how much I read your blog, waiting for daily posts, reading all the old articles again and again, I see your mugs with the wheat grass on them all time, and was wondering if you ever put them up for sale. It's been an icon of my learning and would love to have one of the infamous mugs themselves.
- First I want to thank you for the service you're providing the ceramics community at large.
- Digitalfire is just jaw-droppingly awesome. Thanks for all your hard work.
- With a major in ceramics i have been working in the glaze lab of a big sanitary ware production company for about 3 years now. I want to tell you how much i appreciate the work that you do and the knowledge that you share, through out the 7 years that i have been studying and working in the Ceramics field. You have been the most important source of knowledge for me no one has ever taught me as much as you did through digitalfire. I truly love ceramics its quite a beautiful field to work in and i love and excel at what i do and big part of that is because of the guidance that you provide. And that really means alot to me to see a research or a test work out as i planned.
- First of all, thank you SOOOO MUCH for all that you do for the pottery community. This site is such a wealth of information and the work and time you put into maintaining and updating it astounds me.
- You have such a brilliant analytical mind, able to find solutions to many ceramic problems. You have accomplished so much in your life, helping us potters understand what we are doing. I cannot thank you enough for your vast ceramic reference library online. I think you are a national treasure.
- Your understanding and explanations of glazing process and chemistry are always fascinating. Like the help you give for us amateurs, but also I love the posts explaining how commercial facilities deal with cost and efficiency issues like getting production products rapidly glazed and fired without defects.
- Love the post (about leaching in glazes). I am the bad guy on Facebook ceramic because I always bring up this subject. So sad.
- I've really appreciated using your insight-live.com software.
- Your site is great! It is so good to have your site as I venture into making my food-safe glazes. I live in São Paulo, Brazil, so the raw materials here naturally can be very different from the ones in most of the books and websites, as we don't have much of that available here. So your site is the only that I have found so far that is really helpful if you want to start from scratch, so thank you!
Its like my dream as a potter to make beautiful, lasting and safe ware so your website and insight-live are invaluable sources of information for me. I am so glad to be able to work with this! I really admire your work and tell my students about your website. Here in Brazil, studio ceramics is not a very developed area. Many people don not even know/care about being precise and knowledgable about safety with glazes. So your website is like an oasis in the tropical desert.
| I will send practical posts like these (from thousands I maintain). No ads or tracking. The first email will provide one-click unsubscribe. Signup is being email-bombed by bots. For now, please subscribe inside your insight-live.com account.
Blog
Forget the flowers
Too much environmental impact

Hundreds of bouquets of flowers will have a significant environmental impact. I sent one and if you already sent one, I will credit your Insight-live account for 4 years, just let me know. I have other things in mind, will let you know.
Saturday 20th June 2026
GoFundMe Stopped at 20K
https://www.gofundme.com/f/help-save-digitalfire
Wow. I have been so busy I never had time to look at this. I am so grateful to everyone who contributed over the past few days. And to Dominic Legault, who set this up and stopped it. It is not the money; it is knowing that my work has been worth something to you. My friends and neighbors don't know what I do for a living. Now they do!
Maybe I should get a car! Just joking! I'll use it to better ensure the survival of Digitalfire. Laying the groundwork for that is primarily a technical challenge. I'll document and publish the API (Digitalfire is a database fronted by an API that endpoint-code calls to get the data to create pages on the fly). Coders will be able to create products that use the data they request from the API. I'll also refactor all code to adhere to a coding standard that enables hosting it on Github.com to enable team development and AI code analysis (this project is already underway). I'll make an MCP server to respond to queries from answer engines. Finally, I'll make licensing clear to control reuse and enable students to quote and use content freely (they won't need to ask anymore). And, document testimonials well to be able to demonstrate harm if the service is ever compromised.
Saturday 20th June 2026
Resolution Achieved!
If you already sent, get 4 years Insight-live credit

I need goodwill with Plainsman. I know you are passionate about this whole affair in the past few days. I underestimated how much. Some were so passionate they have caused trauma with Plainsman staff, we must undo that. Having goodwill with the company I partnered with to make Digitalfire is so important and will make me so happy. We both "pulled the dragon's tail" over misunderstandings. Here is the biggest one: Digital Fire is not at risk and never was from Plainsman. I need goodwill, especially if you put staff under stress, and you can help me get it. My first idea was to fill their office with hundreds of bouquets of flowers, but now I realize that's too much enfironmental impact. I'll credit you 4 years of Insight-live if you already did.
Friday 19th June 2026
Please Stop!

Please, everyone stop bashing Plainsman. I never intended that. Thier staff is suffering under attack. They are really upset. So much of this is misunderstandings. We both pulled the tail of a dragon.
The message that I put up that Digitalfire would shut down on June 26 because I was unable to meet the demands in the lawyer’s ultimatum is what made me fearful and started the whole thing. I was deluged with messages I couldn’t hope to answer so I created a response and pasted it in. I texted that response to Plainsman as well so they knew what I was saying. I should have stated more strongly that this is not about bashing Plainsman. I am very sorry for that. They are better positioned than any other company in North America because they have their own clay deposits, I want to work with them not against them.
Friday 19th June 2026
1988 Insight logo reimagined by Gemini

The old logo is from the late 1980s and was used to promote Desktop Insight at trade shows and to advertise it in magazines and later on the early internet. It was done in Aldus Freehand, an early competitor to Adobe Illustrator. Vector graphic illustration was revolutionary at the time. Amazingly, many artists even today do not know what vector graphics is, they are still working with "pixel pusher" apps like Photoshop.
I asked Gemini how it made this, and it said: "I started with a blank canvas of random digital noise (a chaotic grid of pixels) and gradually refined that noise over multiple steps based on your prompt and the layout of your original image. There was not need for a vector stage; the smooth transitions, glowing embers, and soft gradients are baked right into the generation process from the very beginning."
Context: Here is what digitalfire.., Digitalfire Insight
Saturday 13th June 2026
Same body, same outside glaze.
But the inside transparent glaze is different

Glazing black clay bodies stained with manganese is just about impossible with typical transparent glazes. The glaze over-fluxes the clay surface and ruins the color. Worse, if it accelerates surface maturity, the body can blister or generate LOI gases that blister the glaze. How about transparent glazes over a black engobe instead? At least the body color is not lost. But the wrong transparent glaze can do what you see here (inside left).
These mugs are a buff stoneware, Plainsman M340. A black engobe was applied by pouring the inside and dipping the outside two-thirds of the way down.
Left: A L3954F black engobe was applied inside and upper exterior at leather hard. After firing to cone 6 using the PLC6DS schedule, G2926B—which is crystal clear on M340 itself—became completely clouded over the engobe because bubbles generated during firing remained trapped in the melt.
Right: The entire mug was dipped in GA6-B. The Alberta Slip particles and the melt characteristics of GA6-B promote bubble coalescence and escape, producing an exceptionally glossy jet-black surface over the same engobe.
Monday 8th June 2026
Here is what dipping engobes can do:
Go on even. In one coat. Stay put.

When you learn to make and use engobes correctly, they make magic possible. Here I am turning a dark rustic body into a smooth white one (rear mugs) and a white body into a dark one (front). The engobes have been applied at the leather-hard stage. That is the perfect time, the engobe and body are clay bodies, designed to fit each other; they dry together and fire together creating an inseparable bond.
Handles have been applied, and they have dried to stiff leather hard. Engobe was poured in, poured out, then the mugs were pressed, lip down, into it and extracted. No dwell time was needed. This dipping engobe is DIY thixotropic (not available commercially anywhere). That means I tuned it just before use, to just the right degree of gel (enough for it to drain to the right thickness, then gel just as the last few drops fall from the rim). Honestly, these are a beauty to behold at this stage, the silky, drip-free surface is just so perfect.
Context: L3954B, How stop dripping and.., Here s how I.., Why your supplier does.., Why your supplier does..
Monday 8th June 2026
No glaze chemistry needed
At least not right away

You have 147 glaze recipes. How can you get your head around all of them? Is glaze chemistry needed? No, that's a "maybe" way in the future. Right now, you need to start organized documentation. The recipe for each. A few pictures of each fired on different clay bodies, different thicknesses. Perhaps slow and fast-cooled firing. This is what an account at Insight-live does well. What it does even better is tracking your testing. The first step is to assign each recipe a proper code number (replacing these) and write that on all test specimens and buckets. From this point on, learn. Record every observation you make about each in its notes.
Through all of this, constant use in the studio (or factory) will never stop surfacing problems (e.g. settling in the bucket, crazing, running, blistering, material issues, etc.). The seriousness of each will determine the level of attack. First, identify the mechanism of the desired fired result. If it is a base recipe plus additions of colorants, opacifiers or variegators, then check if the base of one of the other glazes has a similar surface texture and character. If so, then could the additives in the troublesome one be used with the better base? If not, then it's time to sanity check the recipe and bring out the heavy guns of at least looking at the chemistry. But in Insight-live, you only need to turn on the display of the unity formula (there is nothing else to do). Next, make sure each material in the recipe links to one in the material database (so the calculated formula is accurate). Then compare the calculated unity formula with a limit formula (often a simple sanity check, like with the recipe, quickly spots oxides that are in excess or are short.
Thursday 4th June 2026
A transparent glaze is going satin:
Is it the feldspar and kaolin substitutions?
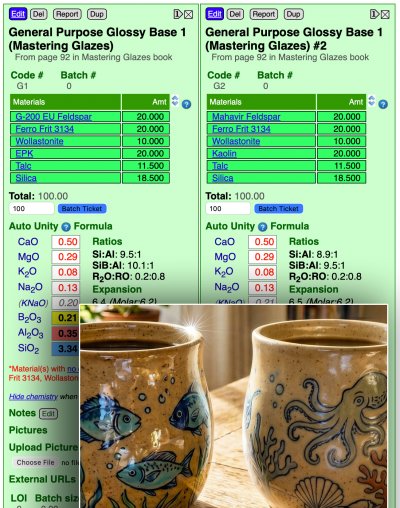
A potter reports that a switch from G-200 feldspar to Mahavir, and EPK to Imerys kaolin, has resulted in this transparent glaze becoming more satin. Is that possible? Yes. Because this glaze is on a unity formula tipping point.
To see it, you do not need to know how to do glaze chemistry, just how to display the calculated unity formulas side-by-side. My Insight-live shows them here. The material change has little effect. But there is an anomaly: 0.29 MgO. That is magnesia matte territory. The MgO is very likely there to help bring the thermal expansion as low as possible (to avoid crazing). For people who cool their kilns relatively quickly, this fires glossy. But a material change could well affect the cooling rate needed to maintain the gloss. That being said, the potter may also be firing slower, yet attributing the mattness to the materials. Or it could be a combination of both.
This is a popular glaze, among others in the book "Mastering Glazes". In Ron Roy's circumstances, and for many others, it is glossy. But for this potter, a small change (in the recipe materials and also likely in firing) has produced this issue.
Context: MGBase3, Tipping point
Thursday 4th June 2026
Alberta Slip as a functional honey-transparent base:
The glaze I reach for again and again
|










